精密陶瓷制造商
BBIN宝盈氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13412856568BBIN宝盈氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13412856568





上篇文章可加工陶瓷喷嘴的微钻孔分析(四)
BBIN宝盈本文提出了一种称为稳定峰值频率(SPF)的新方法。该方法旨在通过避免颤振为各种刀具确定稳定的微钻孔切削参数。 SPF 方法包括确定微型钻孔中的进给速率和主轴速度。( MACOR是有康宁公司生产的可加工陶瓷)
该方法不需要力模型、工件的材料行为、模态刚度和切削刀具的阻尼。唯一需要的参数是刀具振动的固有频率。首先,根据最小切屑厚度确定每齿/凹槽的进给率,该厚度取决于刀具的边缘半径 (r)。不同材料和切削条件的最小切屑厚度在 0.1r 和 0.5r 之间变化。在 SPF 方法中,建议每齿进给速度在  区间内。在所提出的方法中也可以使用更低或更高的进料速率。每齿进给率低于边缘半径会导致犁沟,这是由于表面光洁度差和毛刺形成而造成的。例如,低于最小切屑厚度的进给率会导致在刨削状态下进行钻孔过程。此外,低进给率会增加刀具磨损,因为在切削刃更频繁地与工件材料接触的地方钻孔一定体积的材料需要更多的转数。每齿高进给率会因颤振而导致钻孔不稳定,从而导致刀具破损。
区间内。在所提出的方法中也可以使用更低或更高的进料速率。每齿进给率低于边缘半径会导致犁沟,这是由于表面光洁度差和毛刺形成而造成的。例如,低于最小切屑厚度的进给率会导致在刨削状态下进行钻孔过程。此外,低进给率会增加刀具磨损,因为在切削刃更频繁地与工件材料接触的地方钻孔一定体积的材料需要更多的转数。每齿高进给率会因颤振而导致钻孔不稳定,从而导致刀具破损。

SPF 方法的核心步骤是确定相应微型钻头的主轴速度。众所周知,在某些主轴转速下,切削过程更稳定,可实现更高的切削深度。 SPF 方法旨在确定可以达到最高切削深度的主轴速度。由于不存在微钻孔颤振模型,Afazov 等人开发的微铣削模型。 (2012) 用于识别因高切削深度而导致的主轴速度的周期性。对不同材料(AISI 4340、AISI H13 和 Ti6Al4V)、刀具几何参数(前角和边缘半径)、模态动态参数(固有频率、阻尼比和刚度)的不同值的敏感性分析的结果长笛工具表明,固有频率与在叶瓣中部获得的主轴频率之间存在相关性(见图 5)。关系可以由下式给出:

BBIN宝盈
其中 f (Hz) 是稳定波瓣中间的主轴频率,fn (Hz) 是刀具振动的固有频率,i 是波瓣数。 图 5 显示了两刃立铣刀切削钢工件的稳定性波瓣。 可以看出,位于叶片 1、2 和 3(f1、f2 和 f3)中间的前 3 个主轴频率导致更高的切削深度。 此外,可以看出,对于前三个瓣的更大稳定频率范围,可以实现更高的切割深度。 因此,建议选择前三瓣的主轴频率。
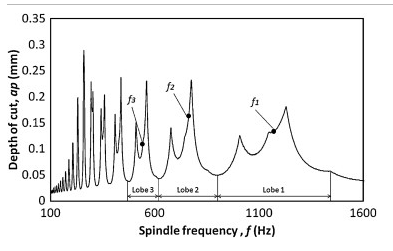
BBIN宝盈图 5. 固有频率为 4035 Hz 且进给率为 4 μm/齿的立铣刀获得的稳定性波瓣(Afazov 等,2012)。
BBIN宝盈切削刀具振动的固有频率,也称为颤振频率,可以通过选择导致刀具受迫振动的切削条件并测量切削力、振动和声发射等不同信号来实验获得。使用快速傅立叶变换 (FFT) 将时域中获得的信号转换到频域中,其中可以识别颤振频率。在获得颤振频率时要考虑的主要误差是在微尺度测量过程中存在大量噪声。
此外,传感器的灵敏度和信号采集设备的采样能力会导致额外的误差。实验过程既费钱又费时,因此,选择有限元方法来获得颤振频率。由于建模工具 CAD 几何形状和实际工具几何形状之间的不同、网格质量差和材料属性不确定而导致的误差被最小化。(未完待续)


