精密陶瓷制造商
BBIN宝盈氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13412856568BBIN宝盈氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13412856568





上篇文章 可加工陶瓷喷嘴的微钻孔分析(三)
Chen (1995) 获得的实验数据用于获得 JC 模型的材料常数。还值得一提的是 MACOR是有康宁公司生产的可加工陶瓷,,在文献中没有发现其他最近的实验测试来考虑非弹性应变和应变率对 Macor 屈服应力的影响。当前模型中没有考虑温度效应,因为 Macor 材料在小应变下往往会失效。由于低塑性变形,这不会引起大量热量。由于切削刀具和 Macor 工件之间的摩擦,主要的热源将在高切削速度下产生。材料常数按以下顺序获得。首先,使用方程在 280 s-1 的应变速率下获得 Macor 的常数 A、B 和 n。 (2).实验数据和拟合曲线如图 2 所示。接下来,使用实验获得的不同应变率的极限应力 (σu) 包括应变率对屈服应力的影响。极限应力和参考极限应力之间的比率针对应变率和参考应变率之间的比率绘制。
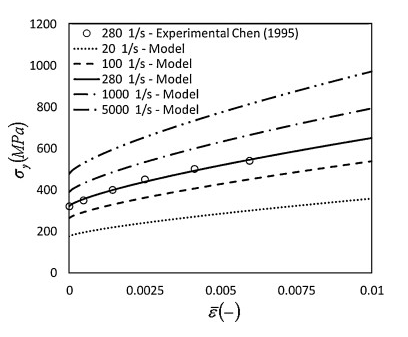
为 280 s-1 的应变率选择参考点是为了更准确地描述高应变率下的 Macor 行为,这就是包括微钻孔在内的切削操作的情况。等式然后使用 (3) 拟合实验数据以获得常数 C,如图 3 所示。 (1) 在表 1 中给出。图 4 显示了使用方程的 Macor 行为。 (1) 和表 1 中的材料常数。JC 材料模型(等式(1))能够描述 Macor 非弹性非线性。通常,玻璃陶瓷材料的特征是在应变为 0.01-0.02 时失效。对于 Macor,应变速率为 280 s-1 时的失效发生在应变为 0.01 时(Chen,1995)。此外,Frew 等人。 (2002) 报道,对于 130 s-1 和 165 s-1 的应变率,Macor 在应变为 0.01 时失效。根据文献中的可用数据,可以假设失效发生在失效应变 (ɛf) 为 0.01 时。由方程给出的累积损伤定律。 (4) 用于预测断裂,其中 Δɛ 是有效塑性应变的增量。假设当 D = 1 时发生失效。所呈现的材料模型在 5.2 节中介绍的正交切削有限元模型中实现。
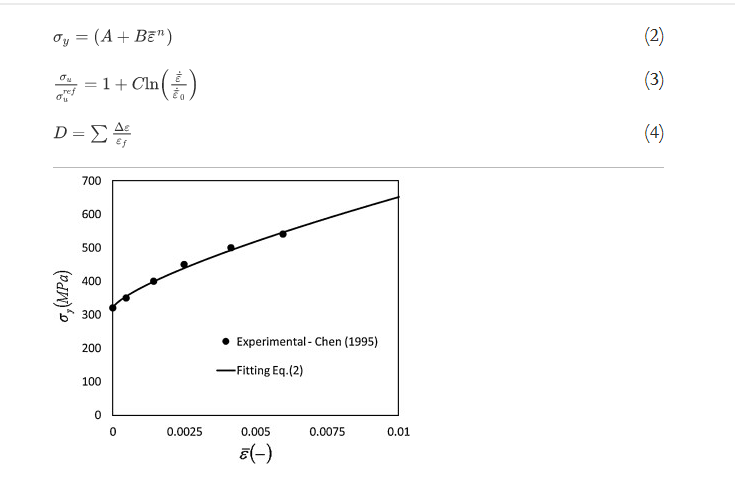
图 2使用方程 280 s-1 应变速率下的实验和拟合 Macor 硬化。
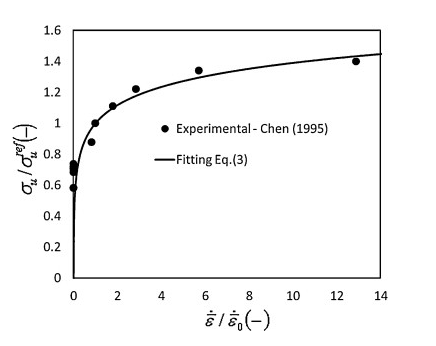
图 3使用方程的实验数据和拟合应变率效应

表 1. 基于应力单位 MPa 和时间单位为 Macor 的 JC 材料常数。
BBIN宝盈
图 4. Macor 的材料行为使用 JC 材料模型和获得的材料常数。
稳定峰值频率 (SPF) 方法
稳定的微钻是指刀具没有自激振动(颤振)。通过确定特定材料和切削刀具的稳定瓣,可以避免颤振。稳定瓣可以通过实验或使用数学模型获得。如第 1 节所述,没有开发用于微钻的颤振模型,因为开发可靠的力模型和获得微型微钻的动力学仍然是一个挑战。此外,由于低效率和高成本,稳定瓣的实验确定是不可行的。通常,实验方法用于验证颤振模型。此外,由于存在大量噪声,因此测量可靠信号(切削力、声发射和位移)以获得微型工具的颤振是一项具有挑战性的任务。因此,寻求新方法,其中工程师和从业者可以从第一时间选择微尺度切削操作(包括微钻孔)中的稳定切削参数。 (未完待续)


