精密陶瓷制造商
氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13412856568氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13412856568
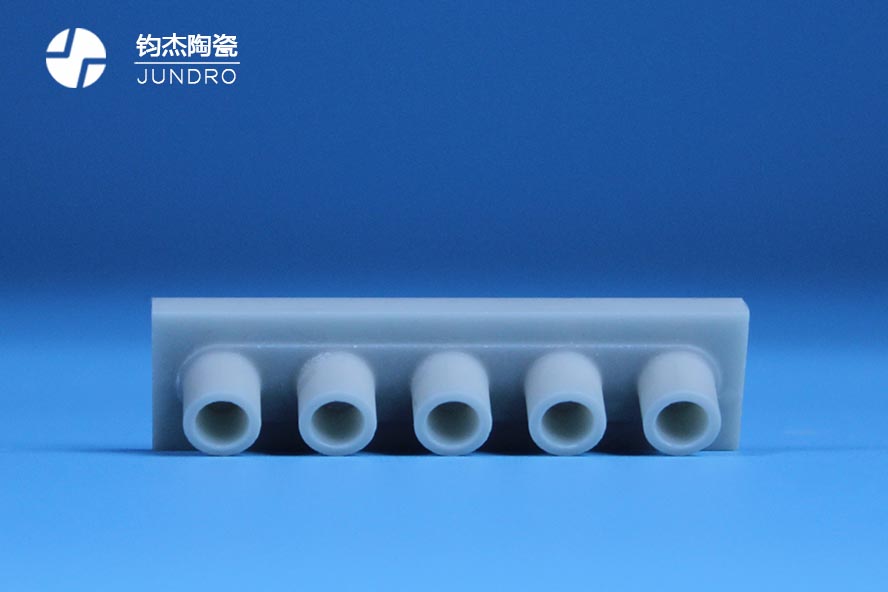
BBIN宝盈基本上所有加工氮化铝陶瓷的厂家都会面临一个问题,就是“崩边”,崩边一般基本上会出现在钻孔加工中,指的是在磨棒即将穿过工件时,最后一点余量不是刀具磨穿的,而是被捅穿的,由于铝硅材料脆,当受到不规则的力时,在刀具穿出的那一面会产生或大或小的裂痕,称为“崩边”,崩边是可以避免的,那具体要怎么做,有以下四种方法:钧杰陶瓷成立了也快有十年了,在这十年里钧杰陶瓷经过不断摸索累积经验,已掌握合格的陶瓷成型工艺,更是培养了一批精密加工骨干。我们具备完整的生产加工产业链大大节约了生产产品,我们牢记不忘初心的使命,保持优质的产品质量,为大家更好的服务,并且我们还可以根据客户提供出来的图纸于加工需求进行全方面的加工,各位朋友想找钧杰陶瓷加工,可以去我们的网站查看详情,然后在留下关于你的详细信息,钧杰陶瓷加工:134 128 56568(微信号)
BBIN宝盈一、打造工件时,在厚度上留多几个C,然后进行正常的CNC加工,加工完后,氮化铝陶瓷的背面肯定会有崩边的现象,这时再把预留的量用磨床磨掉,就不会有崩边的痕迹了,不过这种方法唯一的缺点就是废材料,费时间,如今陶瓷材料的价格是比较贵的,这样做会使每一个铝硅陶瓷工件的成本提高;
二、加工时换直径小一点的刀具,然后在用螺旋式下刀,一层一层的磨下去,但是这种方法需要刀具以较为缓慢的速度往下走,但是这种方法效率会比较低,好处就是孔内壁光滑,不粗糙;
BBIN宝盈三、先用直径小一点的刀具打一个孔,之后在已打好的孔的基础上往外扩,扩张到合适的大小就行了,这种方法的缺点就是孔内壁会有一条一条的线纹;
BBIN宝盈四、先从一面开始打孔,打到一半左右,取下工件翻过来,再进行打孔,两个孔对接时成为一个孔,加工完成,这种方法同样有缺点,因为无法保证两次装夹的位置坐标不会有误差,所以两个孔对接时会有错位,不过错位不会错的很夸张,大部分情况都是可以接受的。
BBIN宝盈这四种方法,都可以避免崩边,同时都有各自的缺点,选择哪一种就要看各位的情况了,还有一点建议各位,在用CNC加工陶瓷材料时,最好使用陶瓷专用CNC,这类机床加工陶瓷这种难加工的材料精度和效率都会更高。钧杰陶瓷拥有先进的加工设备,同时我们公司还有一群一流的加工技术团队,并且加工出来的产品质量现在基本上达到了国内先进的水准.钧杰陶瓷专注于品质第一,服务至上,求实创新,持续改善公司的经营理念,最大限度地提供令客户满意的产品,真诚的与广大新老客户携手合作,永续经营之道.客户可来样来图订制各类陶瓷工件,陶瓷结构件,钧杰陶瓷加工:134 128 56568(微信号)。


