精密陶瓷制造商
BBIN宝盈氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13412856568BBIN宝盈氮化铝、氮化硅、可加工陶瓷专业生产加工企业
全国服务热线
13412856568





ADC12铝硅合金铸件热处理工艺的改进
钧杰陶瓷拥有先进的生产设备,并且还有一群一流的生产技术管理人员,产品质量现已达到国内先进的水准.钧杰陶瓷专注品质第一,服务至上,求实创新,持续改善公司的经营理念,最大限度地提供令客户满意的产品,真诚的与广大新老客户携手合作,永续经营之道.客户可来样来图订制各类陶瓷工件,陶瓷结构件,欢迎来电咨询钧杰陶瓷联系电话:134 128 56568。
BBIN宝盈
合金中si,主要用来改善铸造性能,提高耐磨性、耐蚀性和力学性能Cu和Mg是形成CuAl 和MgSi相,强化合金,但含量过高,会使塑性降低,Cu还能提高高温性能,但会降低耐腐性;Mn主要是形成AlFeMnS相,减小Fe杂质的有害作用,同时可提高铸件的耐热性能。
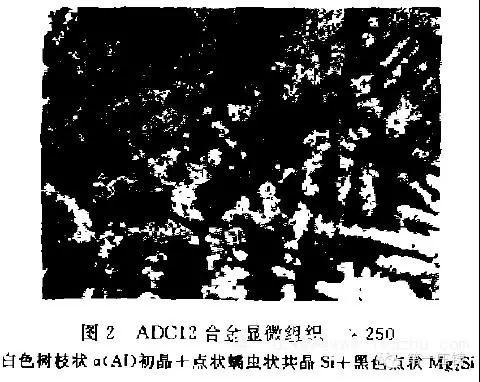
该台金浇铸的方法是,台金配料(浇冒口回炉料占50 )熔炼后,在720℃时用张家港产SRWJ1无公害一号精炼剂(占炉料0.5 ~1.0 )进行除气处理;在720~ 730℃时采用北京产三元变质剂或张家港产SR810锶盐长敛变质剂(占炉料1%~2%)变质在690~720℃进行金属模低压压铸成铸件 其铸态(经变质,未热处理)的金相组织如图1。金相组织中主要有α固溶体、Si、CuAI¨、Mg2Si和AIFeMnSi等相。铸件常规T6热处理工艺是:515士5℃ ×8h,水谇固溶处理;155±5℃ ×6h完全人工时效 ADC12铸件的力学性能优于ZL108铸件,如表2。
2 改进热处理工艺
为了在保证铸件力学性能的条件下简化操作,降低能耗,将常规T6处理改为铸造淬火+ 完全人工时效(称为T6’)的热处理工艺:即铸件出模后在热状态(48O~500℃)下,随即进行水谇(水温22~ 24℃),然后进行155士5℃ ×6h的完全人工时效 试验分析如下:
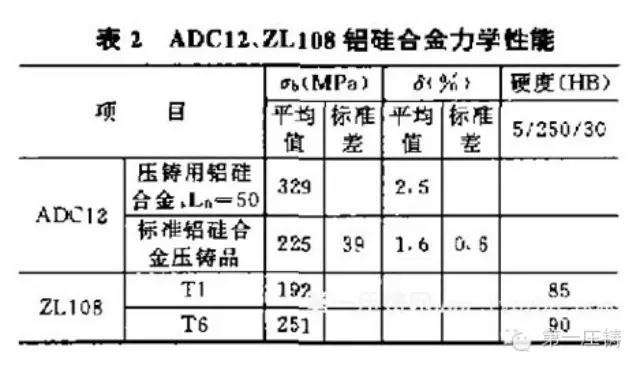
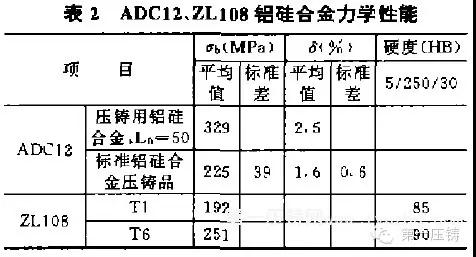
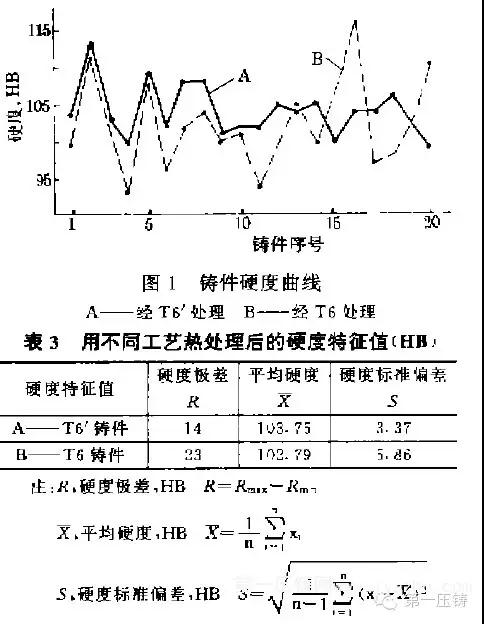
(1)铸件硬度T6’、T6处理的铸件硬度如图1和表2
 -
-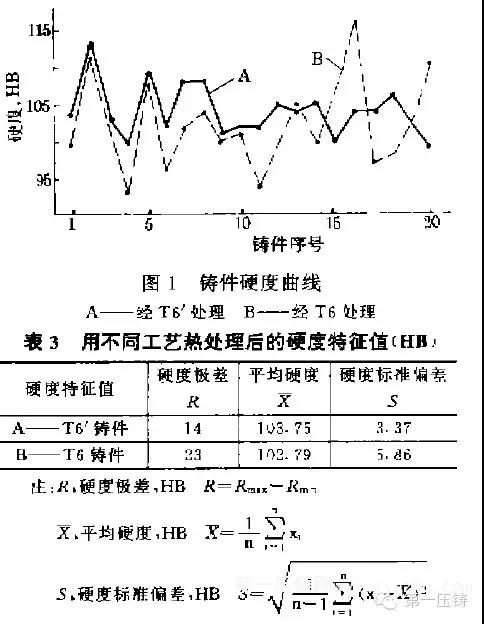
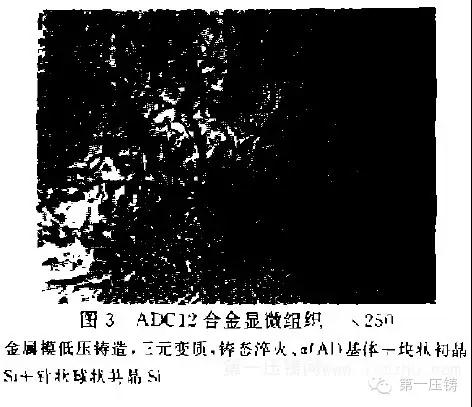
从图2和表3中看到,T6’处理铸件的硬度达到了T6处理的硬度。而且T6‘处理的铸件硬度散离程度比T6的小.硬度更为稳定,铸件质量更高个别铸件硬度略低,是由于淬火水槽较远,铸件出模后,放人水槽前.停留时间较长,铸件表面温降略大, 固溶体中析出少量萁它相所致.见图3,这种现象.在批量生产中,应采取措施加以避免。
(2) 力学性能对铸件及标准金属模重力浇铸试样进行力学性能试验的结果如表4。
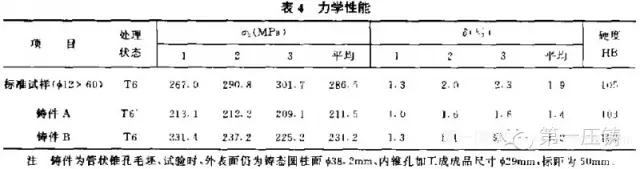
从表4可以看出.含50%浇冒口回炉配料的ADC12舍金标准重力浇铸试样的力学眭能略低于表2标准铝硅台金试样数值.铸件力学性能亦低于标准铝压铸品数值,但配料标准试样力学性能比ZL108的高41%,T6‘、T6处理的铸件强度分别达到ZL108标样的84%和92%。
BBIN宝盈(3)切屑性能对T6’、T6处理的铸件,拄同样的机械加工工艺切屑时,均达到了图纸要求的尺寸误差0.03mm,粗糙度Ra1.6μrm。
综上结果,可以看到ADC12铝硅台金低压金属模铸件。采取T6‘处理,能达到力学性能要求.而且加工性能优于T6处理的。因此,用俦态淬火代替固溶处理是完全可以的。在批量生产中.低压金属模铸造操作简便,压铸温度稳定,铸件出模快,铸件表层内温度易于接近共晶温度,及时快速投入水中冷却,达到铸造淬火的目的也是方便易行的。试验中出现个别铸件硬度偏低现象,只要缩短铸件出模入水的时间,就可以避免。
夏季铸机周围环境温度较高,对铸件表面温降影响不大,冬季需要加强铸造车间保温供热,使机台周围温度控制在20℃左右。
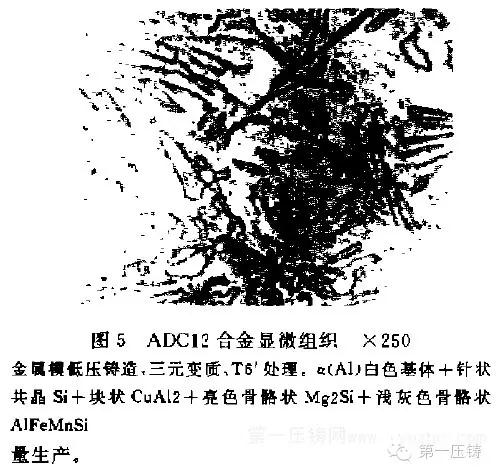
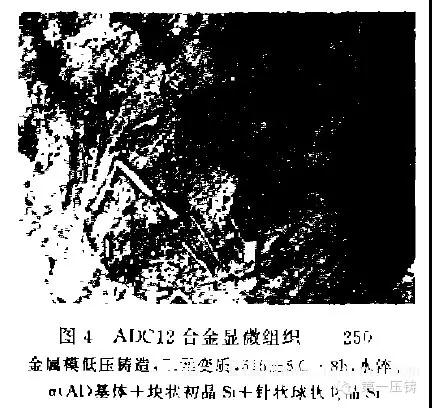
(4) 金相组织ADC12铸件的盎相组织,如图2~ 6所示。从图1可以看出,变质后的金相组织,α枝晶与共晶体分布均匀,共晶si为蠕虫状,符合GB10849铸造铝硅合金变质正常的样片。从图3、4中可以看到,铸造淬火与固溶处理的金相组织均为α(Ai)+块状初晶si+针、球状共晶si 不同点是,前者针状Si较粗。从图5、6中可以看到,T6’和T6处理的金相组织+均在α(A1)基体上分布着块状初晶Si和针状共晶Si、骨骼状片块状强化相AIFeMnSi、Mg2Si及CuAl2等。所不同的是,后者块针状Si排列较为细密。试验及生产表明,以T6‘处理取代T6处理的优点是:
① 可以较好地保证产品质量,硬度稳定,利于机械加工,而且,铸件保持了原铸态的银亮色表面;
BBIN宝盈② 省去了按T6处理的固溶处理所需的能耗工耗,可降低生产成本,缩短生产周期。按某厂生产验证,每炉铸件可以减少650kWh电能,每公斤铸件可以省去1.0元的成本,年产300t铸件,可节约成本30万元。 固此,T6’处理(铸造淬火)具有良好的综合效益。
3 结语
(1) ADC12铝硅合金低压金属模铸造中小型铸件可采用铸造淬火一完全人工时效取代T6处理(固溶处理).但不适宜小铸件的处理,因小铸件出模后,表面温降较大,水淬前易析出α相,影响淬火效果。
BBIN宝盈(2)含有一定Cu、Mg、Si等元素的铝硅合金金屑模铸件.也可以采用铸造淬火代替固溶处理


